
How Water Quality Issues Lead to Pump Component Degradation
Circulating pumps fail prematurely in heating systems across the UK not because of poor manufacturing, but because of water chemistry problems that corrode, scale, and erode internal components. British Standard BS 7593 sets clear water quality parameters for closed heating systems, yet many installations operate with untreated or poorly maintained water that accelerates component degradation by years.
The cost extends beyond replacement pumps. System efficiency drops as impellers corrode and clearances widen. Energy consumption increases as motors work harder to maintain flow. Unplanned downtime disrupts building operations. National Pumps and Boilers regularly encounters Grundfos circulators and other premium equipment destroyed by preventable water quality issues - problems that proper treatment and monitoring would eliminate.
The Chemistry Behind Pump Component Damage
Understanding water quality pump degradation requires examining three primary mechanisms: corrosion, scale formation, and erosion. Each process attacks different materials and components, but poor water chemistry typically triggers multiple degradation pathways simultaneously.
Corrosion occurs when dissolved oxygen, low pH, or chloride ions attack metal surfaces. Cast iron pump housings develop rust pitting. Bronze impellers lose material thickness. Stainless steel shafts experience crevice corrosion at seal interfaces. The electrochemical reactions accelerate in systems with mixed metals, creating galvanic cells that concentrate attack on less noble materials.
Scale Formation Mechanisms
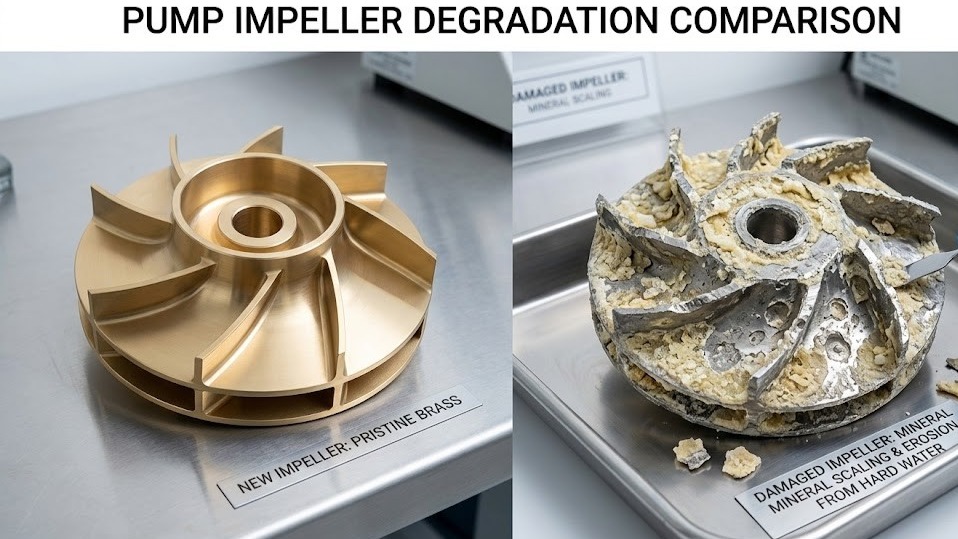
Scale formation happens when hardness minerals (calcium and magnesium) precipitate onto heated surfaces. Pump internals operating at elevated temperatures become deposition sites for calcium carbonate and magnesium hydroxide. Scale reduces clearances between impellers and volutes, increases hydraulic resistance, and insulates surfaces from proper heat transfer. Systems operating above 60°C with untreated hard water develop scale rapidly.
Erosion results from suspended solids abrading pump components. Magnetite particles from corroding steel, installation debris, and external contamination act as cutting agents. High-velocity water carrying these particles wears impeller vanes, bearing surfaces, and seal faces. The damage concentrates at areas of flow direction change and tight clearances.
Critical Water Quality Parameters for Pump Protection
BS 7593 specifies water quality targets for closed heating systems that protect all components, including circulating pumps. Meeting these parameters prevents the majority of chemistry-related failures.
pH Control Requirements
pH control between 8.5 and 10.0 provides the most critical protection. This slightly alkaline range maintains protective oxide films on ferrous metals whilst avoiding the hydroxide precipitation that occurs above pH 10.5. Systems with pH below 8.0 experience accelerated corrosion rates. Those above 10.5 risk aluminium component attack and seal degradation.
Dissolved oxygen concentration must remain below 0.1 ml/litre after initial system fill and commissioning. Oxygen drives the corrosion reactions that destroy ferrous components. Properly filled and sealed systems naturally deplete oxygen through initial corrosion, forming protective magnetite layers. Continuous oxygen ingress through poor system design or maintenance prevents this passivation and sustains active corrosion.
Hardness and Mineral Content
Hardness levels should stay below 200 mg/litre (as CaCO₃) to prevent scale formation. Systems filled with mains water in hard water areas regularly exceed 300 mg/litre. Without treatment, these systems develop scale on all heated surfaces. DHW pumps circulating domestic hot water face particularly severe scaling conditions due to higher operating temperatures and continuous fresh water introduction.
Chloride and sulphate concentrations require monitoring in systems using mains water makeup. Chlorides above 50 mg/litre accelerate corrosion of stainless steel components. Sulphates contribute to scale formation and can attack certain seal materials. Coastal installations and areas with high-chloride mains water need particular attention.
Conductivity measurement provides a quick assessment of total dissolved solids. Readings above 500 µS/cm indicate elevated mineral content requiring investigation. Systems treated with inhibitors typically show conductivity between 200-400 µS/cm depending on inhibitor type and concentration.
How Corrosion Destroys Pump Internals
Understanding poor water pump damage from corrosion helps identify root causes during failure analysis. Corrosion manifests differently across pump materials, but all forms reduce component life and system performance.
Cast Iron Component Failure
Cast iron pump bodies develop general surface corrosion when pH drops below 8.0 or dissolved oxygen exceeds specification. The initially uniform attack creates a rough surface texture and orange-brown deposits. As corrosion progresses, pitting develops - localised deep penetration that can perforate housings. Pitting concentrates at areas of stress, defects in the casting, or beneath deposits where differential aeration cells form.
Impeller degradation reduces pump performance before causing complete failure. Bronze and brass impellers lose material from vane tips and edges where flow velocities peak. Stainless steel impellers resist general corrosion but suffer stress corrosion cracking when chlorides and tensile stress combine. Plastic impellers resist chemical attack but can degrade from temperature exposure in systems running too hot.
Shaft and Bearing Damage
Shaft and bearing damage from corrosion disrupts the precision clearances essential for proper operation. Ceramic shaft coatings protect against wear but can crack if corrosion undermines the base metal. Bearing surfaces roughened by corrosion increase friction and noise. Shaft seal faces corroded by chloride attack leak prematurely, requiring motor replacement on canned rotor designs.
Motor windings in canned rotor pumps contact system water directly. Corrosion products suspended in water deposit on windings, reducing heat transfer and accelerating insulation degradation. High conductivity water increases electrical losses. Severe corrosion can expose copper windings, leading to short circuits and motor failure.
Systems with mixed metals accelerate galvanic corrosion. A Wilo pump with a stainless steel shaft installed in a system with copper pipework and aluminium radiators creates multiple galvanic couples. The least noble metal (aluminium) corrodes preferentially, releasing particles that damage all components.
Scale Formation and Its Effects on Pump Operation
Hard water scale transforms pump hydraulics and thermal performance. The calcium carbonate and magnesium deposits reduce efficiency long before causing mechanical failure, contributing significantly to water quality pump degradation.
Hydraulic Performance Loss
Impeller-to-volute clearance reduction from scale buildup increases hydraulic losses. Design clearances of 0.5-1.0 mm can close to zero as scale accumulates on both surfaces. Flow resistance increases, discharge pressure drops, and motor current rises as the pump works harder to maintain flow. Systems lose 10-15% flow capacity as scale reaches 2-3 mm thickness.
Bearing load increases when scale deposits create imbalance or bind rotating components. Axial thrust rises as scale narrows the clearance between impeller shrouds and housing. Radial loads increase from impeller imbalance caused by uneven scale distribution. Bearings designed for specific load conditions fail prematurely under these elevated stresses.
Thermal and Seal Damage
Thermal performance degradation occurs as scale insulates surfaces from water flow. Motors run hotter, approaching thermal protection trip points. Stator temperatures in canned rotor pumps rise 10-20°C with moderate scaling. The combination of reduced cooling and increased load from hydraulic losses creates conditions for thermal failure.
Seal face damage results when scale particles enter the narrow gap between rotating and stationary seal components. Hard calcium deposits act as lapping compound, accelerating wear. Seal faces designed for 100,000-hour life fail in 10,000 hours when exposed to scale-laden water.
Suspended Solids and Erosion Damage
Particles suspended in system water cause mechanical wear that differs from chemical attack. The damage pattern reveals the contamination source and flow conditions, representing another form of poor water pump damage.
Magnetite and Particle Erosion
Magnetite formation occurs naturally in ferrous systems as protective oxide layers develop. Properly maintained systems contain fine magnetite particles (5-10 µm) that settle in low-velocity areas and cause minimal damage. Poorly maintained systems with ongoing corrosion generate coarse magnetite (50-100 µm+) that remains suspended and causes severe erosion.
Impeller vane erosion concentrates at the inlet edges where flow velocity and direction change create maximum particle impact. Material loss rounds sharp edges, reducing hydraulic efficiency. Severe erosion can thin vanes to failure, causing catastrophic impeller disintegration. Pumps handling heavily contaminated water lose 20-30% capacity before mechanical failure.
Bearing and Seal Wear
Bearing surface damage from particle ingress creates noise and vibration. Three-body abrasion occurs when hard particles enter between bearing surfaces, creating wear grooves. Plain bearings show circumferential scoring. Ball and roller bearings develop surface pitting and spalling. Particle contamination reduces bearing life by 80% compared to clean water operation.
Seal wear acceleration happens when particles damage the polished seal faces. Even fine particles (10-20 µm) cause progressive wear, increasing leakage. Mechanical seals designed for clean water fail rapidly when exposed to contaminated systems. Magnetic drive and canned rotor designs prove more tolerant of particle contamination but still suffer reduced life.
Identifying Water Quality Problems Before Failure
Proactive monitoring detects water quality pump degradation before pump damage occurs. Simple tests and observations reveal developing problems whilst correction remains straightforward.
Visual Inspection Methods
Visual inspection of system water during maintenance provides immediate feedback. Clean, properly treated water appears clear with slight yellow-green tint from inhibitors. Brown or orange water indicates active corrosion. Cloudy water suggests suspended solids or bacterial contamination. Black water shows magnetite accumulation from ongoing corrosion.
pH testing requires only basic equipment and provides critical information. Digital pH meters offer accuracy to 0.1 pH units. Test strips work for quick checks but lack precision in the critical 8-10 range. Testing should occur at operating temperature when possible, as pH varies with temperature. Systems showing pH below 8.0 need immediate inhibitor dosing.
Chemical Testing Protocols
Hardness measurement using titration kits identifies scale risk. Systems filled with untreated mains water in hard water areas regularly exceed safe limits. Testing both makeup water and system water reveals whether scale formation has depleted hardness minerals. Rising hardness over time indicates continuous fresh water addition from leaks.
Inhibitor concentration testing ensures adequate protection remains present. Nitrite-based inhibitors require 1000-1500 mg/litre concentration. Molybdate formulations need 200-300 mg/litre. Test strips specific to inhibitor type provide quick assessment. Laboratory analysis offers precise concentration measurement for critical systems.
Conductivity monitoring tracks total dissolved solids without specific ion identification. Increasing conductivity suggests corrosion product accumulation or contamination ingress. Decreasing conductivity may indicate inhibitor depletion or dilution from fresh water addition. Baseline readings at commissioning enable meaningful comparison.
Treatment Methods That Protect Pump Components
Effective water treatment prevents poor water pump damage through chemical inhibition, physical removal of contaminants, and system design that minimises water quality deterioration.
Chemical Inhibition Strategies
Chemical inhibition provides the primary defence against corrosion. Nitrite-based inhibitors protect ferrous metals through anodic passivation, forming stable oxide films. Molybdate inhibitors offer lower toxicity with good ferrous and copper protection. Combination inhibitors address mixed-metal systems. Proper dosing at system fill, followed by annual testing and top-up, maintains protection throughout system life.
Deaeration during filling removes dissolved oxygen before it drives corrosion. Filling from the lowest point with vents open at high points displaces air effectively. Pressurisation to 1.0-1.5 bar after filling keeps dissolved gases in solution. Systems filled carefully contain 0.1 ml/litre oxygen or less, meeting BS 7593 targets without additional treatment.
Physical Treatment Systems
Water softening before system fill prevents scale formation in hard water areas. Base exchange softeners remove calcium and magnesium, replacing them with sodium. Treated water with hardness below 50 mg/litre eliminates scale risk. Softening proves essential for systems operating above 70°C or containing aluminium components sensitive to high-pH inhibitors.
Filtration removes suspended solids that cause erosion. Side-stream filters processing 10-20% of system flow continuously remove particles. Magnetic filters prove particularly effective for magnetite removal, capturing ferrous particles before they damage components. Central heating systems benefit from magnetic filtration, especially during the first year after installation when initial corrosion generates maximum magnetite.
Expansion vessel sizing and pressurisation minimises fresh water makeup that introduces oxygen and hardness. Properly sized expansion vessels accommodate thermal expansion without venting water or requiring frequent makeup. Systems losing pressure weekly indicate leaks that must be repaired rather than masked by continuous makeup water addition.
System Design Factors That Influence Water Quality
Equipment selection and system configuration significantly affect water quality maintenance. Design decisions made during installation determine whether water chemistry remains stable or deteriorates.
Material Compatibility
Material compatibility prevents galvanic corrosion and allows inhibitor selection that protects all components. Systems using consistent materials (all-ferrous or all-copper) prove easiest to treat. Mixed-metal systems require careful inhibitor selection and often need higher concentrations. Aluminium radiators limit inhibitor options and require pH control below 9.5.
Air elimination prevents continuous oxygen ingress that sustains corrosion. Automatic air vents at high points remove air during filling and operation. Microbubble deaerators remove dissolved air from water. Dirt separators with integral air vents address both particle and gas removal. Systems with poor air elimination never achieve the low dissolved oxygen levels necessary for passivation.
Leak and Temperature Control
Leak prevention eliminates the fresh water makeup that introduces hardness and oxygen. Pressure testing during installation identifies joint leaks before commissioning. Annual pressure loss monitoring detects developing leaks. Systems requiring monthly makeup water addition need leak investigation, not just automatic filling.
Temperature control affects both corrosion rates and scale formation. Systems operating continuously above 80°C experience accelerated reactions. Localised overheating at boiler heat exchangers creates severe scaling conditions. Flow temperature optimisation reduces energy consumption whilst extending component life.
Maintenance Practices That Preserve Water Quality
Ongoing maintenance determines whether initial water treatment remains effective or degrades over time. Regular tasks prevent the gradual deterioration that leads to premature pump failure.
Annual Testing and Treatment
Annual water testing verifies that pH, inhibitor concentration, and dissolved solids remain within specification. Testing costs £50-150 but prevents failures costing thousands. Commercial systems warrant quarterly testing. Systems showing parameter drift need investigation and correction before damage occurs.
Inhibitor top-up compensates for losses from minor leaks and chemical depletion. Most systems need inhibitor addition every 2-3 years. Dosing through a filling loop or dosing pot ensures proper mixing. Inhibitor concentration testing before and after dosing confirms adequate levels.
Filter and Vessel Maintenance
Debris removal through magnetic filter cleaning prevents particle accumulation. Filters on new systems require monthly cleaning for the first year, then quarterly. Black magnetic sludge indicates ongoing corrosion requiring investigation. Clean filters suggest stable, passivated systems.
Expansion vessel inspection ensures pressure control remains effective. Pre-charge pressure should match static system pressure minus 0.2-0.3 bar. Failed diaphragms cause pressure instability and water loss. Vessels losing pre-charge pressure need replacement before system operation suffers.
Leak repair must occur promptly when discovered. Temporary fixes that allow continued makeup water addition introduce contamination that damages all components. Proper repair eliminates the water quality degradation source.
Conclusion
Water quality determines pump longevity more than any other factor in closed heating systems. Understanding water quality pump degradation mechanisms - corrosion, scale, and erosion from poor water chemistry - helps prevent components designed for 15-20 year service lives from failing in just 3-5 years. The degradation proves preventable through proper treatment, monitoring, and maintenance aligned with BS 7593 standards.
Systems filled with treated, softened water, dosed with appropriate inhibitors, and monitored annually maintain stable water chemistry that protects all components. Pumps operate at design efficiency throughout their intended service life. Unplanned failures from water quality issues become rare events rather than expected occurrences.
The investment in water treatment and testing represents a fraction of the cost of premature pump replacement, efficiency losses, and system downtime. Heating engineers and facilities managers who prioritise water quality achieve lower lifecycle costs and higher system reliability. For technical guidance on water treatment requirements specific to system design and equipment selection, contact us for expert advice on protecting valuable heating system components.